





|
স্বয়ংক্রিয় প্রিন্টার / রিপোর্ট কাগজ স্বয়ংক্রিয় স্ট্যাম্প এবং বাঁধাই সরঞ্জাম রিপোর্টিং
পণ্যের বিবরণ:
| উৎপত্তি স্থল: | দঙ্গুআন |
| পরিচিতিমুলক নাম: | KINGPO |
| সাক্ষ্যদান: | ISO9001 |
| মডেল নম্বার: | কেপি-জি 1 |
প্রদান:
| ন্যূনতম চাহিদার পরিমাণ: | 1 |
|---|---|
| মূল্য: | 15000 |
| প্যাকেজিং বিবরণ: | 100 * 100 * 100cm |
| ডেলিভারি সময়: | 50 |
|
বিস্তারিত তথ্য |
|||
| ক্ষমতা: | বৈদ্যুতিন, জলবাহী, এসি 1 ফেজ 220V 50Hz 500W | ব্যবহার: | অটো টেস্টিং মেশিন, কম্প্রেশন টেস্টিং মেশিন |
|---|---|---|---|
| ওজন: | 200 কেজি | পাটা: | 1 বছর |
| বিদ্যুৎ সরবরাহ: | 220V / 50Hz | উত্তাপ শক্তি: | 600 ডাব্লু |
| লক্ষণীয় করা: | 220V রিপোর্টিং স্বয়ংক্রিয় প্রিন্টার,500W স্বয়ংক্রিয় প্রিন্টার প্রতিবেদন করছে |
||
পণ্যের বর্ণনা
স্বয়ংক্রিয় প্রিন্টার / প্রতিবেদন কাগজ স্বয়ংক্রিয় স্ট্যাম্প এবং বাইন্ডিং সরঞ্জাম প্রতিবেদন করা
ঘ। পন্যের স্বল্প বিবরনী
1.1 সরঞ্জামের ধরণ
এই পণ্যটি কাগজ ম্যানুয়াল সিল পেরেক জটিল, সময় গ্রহণ এবং উন্নত অটোমেশন সরঞ্জামগুলির উপর ভিত্তি করে তৈরি হয়, যা প্রধানত অফিসের জন্য ব্যবহৃত হয়।অফিস অটোমেশন, শ্রম মুক্তি, শ্রমের ব্যয় সাশ্রয়, কাজের দক্ষতা উন্নত করা আমাদের ধারাবাহিক সাধনা।
মডেল কেপি-জি 1: প্রধানত একই সময়ে স্টিলের মুদ্রণ এবং পেরেকের কাগজের একাধিক শীটের জন্য ব্যবহৃত হয়, স্ট্যাম্প করা যায়, প্রিন্টারে এম্বেড করা যায়।সরঞ্জাম সিস্টেম ডকুমেন্টের মোট পৃষ্ঠাগুলির সংখ্যা সনাক্ত করতে মুদ্রিত কাগজটিকে স্ক্যান করে এবং তারপরে সম্পূর্ণ স্বয়ংক্রিয় এবং দক্ষ মুদ্রণ উপলব্ধি করতে কপির সংখ্যা অনুসারে গণনা, ফ্লিপস, সিল এবং নখ গণনা করে।
মডেল কেপি -জি 2: প্রধানত শীট পেপার ফ্রন্ট সিলের জন্য ব্যবহৃত হয়, স্ট্যাম্প করা যায়, প্রিন্টারে এম্বেড করা যায় না।সরঞ্জাম সিস্টেম দ্রুত এবং দক্ষ সিলটি উপলব্ধি করার জন্য মুদ্রিত কাগজ এবং একক কাগজকে কাগজের স্প্লিটার থেকে আলাদা করে দেয়।
মডেল কেপি -জি 3: মূলত একাধিক পেপার কভার সীম এবং নখের জন্য ব্যবহৃত হয়, দুটি অধ্যায় আবরণ করতে পারে, রিপোর্টের জন্য পিচবোর্ডের প্যাকেজ যুক্ত করতে পারে, প্রিন্টারে এম্বেড করা যায় না।সরঞ্জাম সিস্টেমটি কাগজ বিভাজন থেকে একক কাগজকে পৃথক করে, কিউআর কোড সনাক্তকরণ নথির মোট পৃষ্ঠাগুলির স্ক্যান করে, প্রথমটি seams, নখগুলি coversেকে দেয় এবং তারপরে মুখের সিলটি কভার করে, যাতে দ্রুত এবং দক্ষ সিল এবং সিলটি উপলব্ধি করতে পারে ।
মডেল কেপি-জিএক্স: নখের বিভিন্ন সরঞ্জাম স্ট্যাম্পযুক্ত গ্রাহকদের চাহিদা অনুযায়ী ডিজাইন করা যেতে পারে।মডেল কেপি-এক্সএক্স: গ্রাহকের চাহিদা অনুযায়ী অ-মানক সরঞ্জাম ডিজাইন করতে পারে।
1.1 শক্তি পরিবেশ প্রয়োজনীয়তা (পার্টি এ দ্বারা সরবরাহিত)
শক্তি: একক ফেজ 220 ভ্যাক ± 10, বিদ্যুৎ সরবরাহের ফ্রিকোয়েন্সি 50 HzVAC ± 1, শক্তি 0.8 কিলোওয়াট
পরিবেষ্টনের তাপমাত্রা: 8-35 ℃ আপেক্ষিক আর্দ্রতা: ≤80 শতাংশ
কাজের ব্যবস্থা: 24 ঘন্টা কাজের ব্যবস্থা
ঘ। পণ্যের বর্ণনা
1.1 কেপি -জি 1
১.১.২০১ কেপি -জি 1 সরঞ্জাম উপস্থিতি
সরঞ্জামের ধরণ: কেপি -জি 1 বিভাগ: অ-মানক
রঙ: সিলভার নম্বর: 1
সামগ্রিক আকার: 1200 মিমি * 1000 মিমি * 1300 মিমি সরানোর আকার: 1500 মিমি * 2000 মিমি
সরঞ্জাম রেফারেন্স ছবি:
1.1.2 কেপি -জি 1 সরঞ্জাম প্রোফাইল
কেপি-জি 1 সরঞ্জামগুলি কম্পিউটার সমস্ত ডিজিটাল নিয়ন্ত্রণ ব্যবস্থা গ্রহণ করে, সুবিধাজনক এবং সহজ, খুব বেশি অপারেশন ছাড়াই, ব্যবহারকারীরা একটি বোতাম দিয়ে সরঞ্জামগুলি শুরু করতে পারেন, ব্যবহার করা যেতে পারে।প্রধানত একই সময়ে একাধিক পত্রকের জন্য ব্যবহৃত হয় স্টিল প্রিন্টিং এবং পেরেক, স্ট্যাম্প করা যায়, প্রিন্টারে এম্বেড করা যায়।সরঞ্জামগুলি মূলত ট্রান্সমিশন মেকানিজম, পেপার টার্নিং মেকানিজম, সিল মেকানিজম এবং পেরেক মাউন্টিং মেকানিজম নিয়ে গঠিত, মডিউলার ডিজাইন গ্রহণ করে।সংক্রমণ প্রক্রিয়া প্রিন্টার থেকে কাগজ পৌঁছে দেওয়ার জন্য এবং কাগজের তথ্য পড়ার জন্য কোডটি স্ক্যান করার জন্য দায়ী;কাগজ বাঁক প্রক্রিয়া মুদ্রিত কাগজ উল্টানো, সমতলকরণ এবং স্ট্যাকিং জন্য দায়ী;সীল প্রক্রিয়া উল্টানো এবং স্ট্যাম্পিংয়ের পরে নির্দিষ্ট অবস্থানে কাগজটি ব্লক করার জন্য দায়ী;পেরেক-বাঁধাইয়ের প্রক্রিয়াটি স্ট্যাম্পড পেপার ফ্ল্যাটটিকে ধাক্কা দেওয়ার এবং সংগ্রহের জায়গায় ঠেলে দেওয়ার জন্য দায়ী।জনশক্তি এবং বৈষয়িক সংস্থান সাশ্রয় করা, মানবিক ক্রিয়াকলাপ ছাড়াই পুরো প্রক্রিয়াটি সম্পূর্ণ স্বয়ংক্রিয় auto
1.1.3 কেপি -জি 1 প্রযুক্তিগত পরামিতি
|
ক্রমিক সংখ্যা
|
প্যারামিটারের নাম
|
নির্দিষ্ট পরামিতি
|
|
ঘ
|
নিয়ন্ত্রণ মোড
|
सर्वो নিয়ন্ত্রণ
|
|
ঘ
|
কাগজের আকার
|
এ 4
|
|
ঘ
|
কাগজের পরিমাণ
|
1-4 শীট
|
|
ঘ
|
স্ট্যাম্প স্পেসিফিকেশন
|
ইস্পাত প্রিন্টিং
|
|
৫
|
সিল সংখ্যা
|
ঘ
|
|
।
|
পিন অবস্থান
|
দীর্ঘ পার্শ্ব
|
|
7
|
নখ সংখ্যা
|
ঘ
|
|
8
|
স্থিতিস্থাপক
|
1200 মিমি * 1000 মিমি * 1300 মিমি
|
|
9
|
চলমান মাত্রা
|
1500 মিমি * 2000 মিমি
|
|
10
|
সিল গতি
|
মিমি / গুলি 20-35
|
|
11
|
কনভেয়র বেল্ট 1 গতি
|
মিমি / গুলি 25-45
|
|
12
|
কনভেয়র বেল্ট 2 গতি
|
মিমি / গুলি 25-45
|
|
13
|
বর্তমান অবস্থান মুদ্রণ অধ্যায়
|
সেমি 0
|
|
14
|
স্ট্যাম্প লক্ষ্য অবস্থান
|
40 সেমি
|
|
15
|
কাগজের ব্যবধান
|
সেমি 0
|
|
16
|
মুদ্রণের গতি
|
≤30 / মিনিট
|
|
17
|
পরিবেষ্টিত তাপমাত্রার ব্যবহার
|
8-35 ℃
|
|
18
|
পরিবেশনামূলক আপেক্ষিক আর্দ্রতার ব্যবহার
|
৮০ শতাংশেরও কম
|
দ্রষ্টব্য: কারখানা সিস্টেমের ডিফল্ট সেটিং, সিলের গতি 25 মিমি / সে;পরিবাহক বেল্ট 1 গতি 35 মিমি / সে;পরিবাহক বেল্ট 2 গতি 35 মিমি / সে;ইস্পাত মুদ্রন বর্তমান অবস্থান 0 সেমি;ইস্পাত প্রিন্টিং লক্ষ্য অবস্থান 40 কাগজ ব্যবধান 0 সেমি।
2.1 কেপি -জি 2
২.১.১ কেপি -জি 2 সরঞ্জাম উপস্থিতি
সরঞ্জামের ধরণ: কেপি -জি 2 বিভাগ: অ-মানক
রঙ: সিলভার ব্রাউন পরিমাণ: 1
সামগ্রিক আকার: 1200 মিমি * 500 মিমি * 930 মিমি সরানোর আকার: 2000 মিমি * 1000 মিমি
সরঞ্জাম রেফারেন্স ছবি:
১.১.২০১ কেপি -জি 2 সরঞ্জাম প্রোফাইল
কেপি-জি 2 সরঞ্জামগুলি কম্পিউটার সমস্ত ডিজিটাল নিয়ন্ত্রণ ব্যবস্থা গ্রহণ করে, সুবিধাজনক এবং সহজ, খুব বেশি অপারেশন ছাড়াই, ব্যবহারকারীরা একটি বোতাম দিয়ে সরঞ্জামগুলি শুরু করতে পারেন, ব্যবহার করা যেতে পারে।প্রধানত শীট পেপার ফ্রন্ট সিলের জন্য ব্যবহৃত, একটি অধ্যায় আবরণ করতে পারে, প্রিন্টারে এম্বেড করা হয় না।সরঞ্জামগুলি মূলত কাগজ বিভাজন প্রক্রিয়া, সংক্রমণ প্রক্রিয়া, সীল প্রক্রিয়া এবং তিনটি বড় প্রক্রিয়া সমন্বিত মডিউলার ডিজাইন গ্রহণ করে।কাগজ বিভাজন প্রক্রিয়া স্ট্যাক করা কাগজকে একটি একক শীট থেকে পৃথক করার জন্য দায়ী;সংক্রমণ প্রক্রিয়া কাগজ বিভাজন মেশিন থেকে কাগজ পৌঁছে দেওয়ার জন্য দায়ী;সিল প্রক্রিয়া সংক্রমণ প্রক্রিয়াতে একক কাগজকে সঠিকভাবে সিল করার জন্য দায়ী;পরিশেষে, সংক্রমণ এলাকায় প্রেরণ প্রক্রিয়া প্রেরণ করা হয়।পুরো প্রক্রিয়াটি স্ট্যাম্পকে দক্ষ এবং স্থিতিশীল অটোমেশন বুঝতে পারে, কোনও মানুষের অপারেশন নয়, জনশক্তি সংরক্ষণ করুন।
1.1.2 কেপি -জি 2 প্রযুক্তিগত পরামিতি
|
ক্রমিক সংখ্যা
|
প্যারামিটারের নাম
|
নির্দিষ্ট পরামিতি
|
|
ঘ
|
নিয়ন্ত্রণ মোড
|
सर्वो নিয়ন্ত্রণ
|
|
ঘ
|
কাগজের আকার
|
এ 4
|
|
ঘ
|
কাগজের পরিমাণ
|
এন শীট
|
|
ঘ
|
স্ট্যাম্প স্পেসিফিকেশন
|
ইতিবাচক অধ্যায়
|
|
৫
|
সিল সংখ্যা
|
ঘ
|
|
।
|
পিন অবস্থান
|
না
|
|
7
|
নখ সংখ্যা
|
না
|
|
8
|
স্থিতিস্থাপক
|
1200 মিমি * 500 মিমি * 930 মিমি
|
|
9
|
চলমান মাত্রা
|
মিমি * 1000 মিমি 2000
|
|
10
|
সিল গতি
|
মিমি / গুলি 20-35
|
|
11
|
কনভেয়র বেল্ট 1 গতি
|
মিমি / গুলি 25-45
|
|
12
|
কনভেয়র বেল্ট 2 গতি
|
মিমি / গুলি 25-45
|
|
13
|
বর্তমান অবস্থান মুদ্রণ অধ্যায়
|
সেমি 0
|
|
14
|
স্ট্যাম্প লক্ষ্য অবস্থান
|
40 সেমি
|
|
15
|
কাগজের ব্যবধান
|
সেমি 0
|
|
16
|
মুদ্রণের গতি
|
≤30 / মিনিট
|
|
17
|
পরিবেষ্টিত তাপমাত্রার ব্যবহার
|
8-35 ℃
|
|
18
|
পরিবেশনামূলক আপেক্ষিক আর্দ্রতার ব্যবহার
|
৮০ শতাংশেরও কম
|
দ্রষ্টব্য: কারখানা সিস্টেমের ডিফল্ট সেটিং, সিলের গতি 25 মিমি / সে;পরিবাহক বেল্ট 1 গতি 35 মিমি / সে;পরিবাহক বেল্ট 2 গতি 35 মিমি / সে;ইস্পাত মুদ্রন বর্তমান অবস্থান 0 সেমি;ইস্পাত প্রিন্টিং লক্ষ্য অবস্থান 40 কাগজ ব্যবধান 0 সেমি।
1.1 কেপি -জি 3
১.১.২০১ কেপি -জি 3 সরঞ্জাম উপস্থিতি
সরঞ্জামের ধরণ: কেপি -জি 3 বিভাগ: অ-মানক
রঙ: সিলভার নম্বর: 1
সামগ্রিক আকার: 1400 মিমি * 700 মিমি * 1100 মিমি সরানো আকার: 2400 মিমি * 1500 মিমি
সরঞ্জাম রেফারেন্স ছবি:
1.1.2 কেপি -জি 3 সরঞ্জাম প্রোফাইল
কেপি-জি 3 সরঞ্জাম কম্পিউটার সমস্ত ডিজিটাল নিয়ন্ত্রণ ব্যবস্থা গ্রহণ করে, সুবিধাজনক এবং সহজ, খুব বেশি অপারেশন ছাড়াই, ব্যবহারকারীরা একটি বোতাম দিয়ে সরঞ্জামগুলি শুরু করতে পারেন, ব্যবহার করা যেতে পারে।মূলত একাধিক পেপার কভার seams এবং নখের জন্য ব্যবহৃত হয়, দুটি অধ্যায় আবরণ করতে পারে, রিপোর্টের জন্য পিচবোর্ড প্যাকেজ যুক্ত করতে পারে, প্রিন্টারে এম্বেড করা যায় না।সরঞ্জামগুলি মডিউলার ডিজাইন গ্রহণ করে, যা মূলত চারটি প্রক্রিয়া দ্বারা গঠিত: কাগজ বিভাজন প্রক্রিয়া, সংক্রমণ প্রক্রিয়া, সিল প্রক্রিয়া এবং পেরেক মাউন্টিং প্রক্রিয়া।কাগজ বিভাজন প্রক্রিয়া স্ট্যাক করা কাগজকে একটি একক শীট থেকে পৃথক করার জন্য দায়ী;সংক্রমণ প্রক্রিয়া কাগজ বিভাজন মেশিন থেকে কাগজ পৌঁছে দেওয়ার জন্য দায়ী;সিল প্রক্রিয়া একটি কভার সিল এবং একটি কভার সীল বিভক্ত।যখন মুখ সীলমোহর করা হয়, কনভেয়র বেল্ট পেরেকযুক্ত কাগজকে মনোনীত স্থানে পরিবহন করে, এবং তারপরে সীল প্রক্রিয়াটি সঠিক সিলটি বহন করবে;পেরেক মাউন্টিং প্রক্রিয়াটি সিলের পরে কাগজটিকে চাপ দেওয়ার জন্য এবং মুখের সীলটির মধ্যে পরিবাহক বেল্টকে ধাক্কা দেওয়ার জন্য দায়ী।
2.2.3KP -G2 প্রযুক্তিগত পরামিতি
|
ক্রমিক সংখ্যা
|
প্যারামিটারের নাম
|
নির্দিষ্ট পরামিতি
|
|
ঘ
|
নিয়ন্ত্রণ মোড
|
सर्वो নিয়ন্ত্রণ
|
|
ঘ
|
কাগজের আকার
|
এ 4
|
|
ঘ
|
কাগজের পরিমাণ
|
এন শীট
|
|
ঘ
|
স্ট্যাম্প স্পেসিফিকেশন
|
সিল, সামনের সীল
|
|
৫
|
সিল সংখ্যা
|
ঘ
|
|
।
|
পিন অবস্থান
|
দীর্ঘ পার্শ্ব
|
|
7
|
নখ সংখ্যা
|
ঘ
|
|
8
|
স্থিতিস্থাপক
|
1400 মিমি * 700 মিমি * 1100 মিমি
|
|
9
|
চলমান মাত্রা
|
মিমি * 1500 মিমি 2400
|
|
10
|
সিল গতি
|
মিমি / গুলি 20-35
|
|
11
|
কনভেয়র বেল্ট 1 গতি
|
মিমি / গুলি 25-45
|
|
12
|
কনভেয়র বেল্ট 2 গতি
|
মিমি / গুলি 25-45
|
|
13
|
বর্তমান অবস্থান মুদ্রণ অধ্যায়
|
সেমি 0
|
|
14
|
স্ট্যাম্প লক্ষ্য অবস্থান
|
40 সেমি
|
|
15
|
কাগজের ব্যবধান
|
সেমি 0
|
|
16
|
মুদ্রণের গতি
|
≤30 / মিনিট
|
|
17
|
পরিবেষ্টিত তাপমাত্রার ব্যবহার
|
8-35 ℃
|
|
18
|
পরিবেশনামূলক আপেক্ষিক আর্দ্রতার ব্যবহার
|
৮০ শতাংশেরও কম
|
দ্রষ্টব্য: কারখানা সিস্টেমের ডিফল্ট সেটিং, সিলের গতি 25 মিমি / সে;পরিবাহক বেল্ট 1 গতি 35 মিমি / সে;পরিবাহক বেল্ট 2 গতি 35 মিমি / সে;ইস্পাত মুদ্রন বর্তমান অবস্থান 0 সেমি;ইস্পাত প্রিন্টিং লক্ষ্য অবস্থান 40 কাগজ ব্যবধান 0 সেমি।
ঘ। নকশার মূলনীতি
নকশা, সংহতকরণ, ইনস্টলেশন ও কমিশন প্রক্রিয়াতে সরঞ্জামগুলি মূলত নিম্নলিখিত নীতিগুলি অনুসরণ করে:
-
সর্বদা "চারটি বৈশিষ্ট্য এবং তিনটি সুবিধা" নিশ্চিত করার নীতিটি মেনে চলুন, এটি হ'ল সিস্টেমের ব্যবহারিকতা, উন্নত প্রযুক্তি, সিস্টেম ইন্টিগ্রেশন ম্যাচিং, দীর্ঘমেয়াদী অপারেশন নির্ভরযোগ্যতা, পাশাপাশি সিস্টেম সরঞ্জামের অপ্রয়োজনীয়তা, ত্রুটি সহনশীলতা, সম্প্রসারণ ক্ষমতা এবং আপগ্রেড ক্ষমতা।
-
সিস্টেমের কার্যকারিতা নিশ্চিত করার ভিত্তিতে, দেশ-বিদেশের বিখ্যাত ব্র্যান্ড এবং পরিপক্ক পণ্যগুলি যথাযথভাবে মেলাতে, সিস্টেমের কার্যকারিতা এবং দামের অনুপাতটিকে অনুকূল করতে এবং সিস্টেমের উন্নত প্রকৃতি এবং নির্ভরযোগ্যতা নিশ্চিত করার জন্য গৃহীত হয়।
-
মডিউলার ডিজাইনটি সিস্টেমের কাঠামোকে সহজ করার জন্য, ইনস্টলেশন, সংযোগ, বিচ্ছিন্নকরণ এবং সনাক্তকরণকে সহজ করার জন্য এবং সিস্টেমের রক্ষণাবেক্ষণের উন্নতি করতে ব্যবহৃত হয়।ডিজাইনের প্রক্রিয়াটিতে দুর্ঘটনার ঘটনা হ্রাস করতে সংযোগ লিঙ্কটি হ্রাস করতে হবে।
-
জনপ্রিয় সফ্টওয়্যার বিকাশ প্ল্যাটফর্ম ব্যবহার করে, ম্যান-মেশিন ইন্টারফেসটি বন্ধুত্বপূর্ণ, অপারেশন সহজ, রক্ষণাবেক্ষণ, আপগ্রেড সুবিধাজনক, সফটওয়্যার ফাংশন, অ্যালগরিদম মডিউল সর্বজনীন, প্রয়োগযোগ্যতা শক্তিশালী, মাঝারি সরবরাহে, সিস্টেম নির্দিষ্ট প্রসারণ ক্ষমতা এবং ইন্টারফেসে আপগ্রেড এবং তাই।
-
গ্রাহকের প্রয়োজনীয়তা এবং সাইটের নকশা অনুসারে সরঞ্জাম নকশা, সাধারণ কাঠামো, স্থিতিশীল এবং নির্ভরযোগ্য ইনস্টলেশন, সুন্দর চেহারা, সরানো সহজ, পৃথক করা সহজ for
-
সুরক্ষা নকশা: অপারেটর, সরঞ্জাম এবং সিস্টেমের সুরক্ষা নিশ্চিত করার জন্য সরঞ্জামগুলির ঝুঁকি এবং ক্ষতি হ্রাস করার ব্যবস্থা গ্রহণের জন্য যতদূর সম্ভব সরঞ্জাম ডিজাইন।
-
মানক নকশা: ফাংশন এবং প্রযুক্তিগত সূচককে সন্তুষ্ট করার ভিত্তিতে সিস্টেম ডিজাইন মানক অংশগুলিকে অগ্রাধিকার দেয় এবং মানহীন সরঞ্জামকে হ্রাস করে।
-
শক্তি সংরক্ষণের প্রয়োজনীয়তাগুলি পূরণের জন্য রাষ্ট্র দ্বারা প্রস্তাবিত শক্তি-সঞ্চয়ী পণ্য নির্বাচনের অগ্রাধিকার দেওয়া হয়।
4. কার্যকরী বৈশিষ্ট্য
1. পণ্যটি সিল করার জন্য सर्वो ইলেকট্রিক সিলিন্ডার ব্যবহার করে, বৈদ্যুতিক সিলিন্ডারে কমপ্যাক্ট কাঠামো, হালকা ওজন, ভাল স্থায়িত্ব, উচ্চ শক্তি দক্ষতা এবং নির্ভরযোগ্যতা রয়েছে এবং সিলের সংজ্ঞাটি নিয়ন্ত্রণযোগ্য এবং যথার্থতা খুব বেশি।
2. স্টেপার মোটর নিয়ন্ত্রণ পরিবাহক বেল্ট সঠিক অবস্থান সীল অবস্থান এবং সঠিক বিশৃঙ্খলা স্ট্যাকিং এবং গতি নির্ভুলতা সামঞ্জস্যযোগ্য অর্জন।
3. পরিবাহক বেল্ট স্ট্যাকিং ব্যবহার করে কাগজ, একই সময়ে সীল পেরেক, সহজ অপারেশন, সুবিধাজনক এবং দ্রুত কাগজের একাধিক শীট অর্জন করতে পারে।
-
ছোট আকারের, এমবেডেড প্রিন্টার সরঞ্জামগুলি, অফিসে নমনীয় ব্যবহারের জন্য উপযুক্ত স্বয়ংক্রিয় সিল পেরেকটি অর্জন করতে পারে।প্রিন্টার সরঞ্জামগুলিতে এম্বেড করা যায় না, কাগজ স্প্লিটটার থেকে একটি একক কাগজ আলাদা করুন, দক্ষ সিল পেরেকটি অর্জনের জন্য কাগজটি স্থিতিশীল এবং দ্রুত হয়।
-
সার্ভো কন্ট্রোল সিস্টেম নিয়ন্ত্রণ ব্যবস্থার নির্ভরযোগ্যতা উন্নত করতে পারে, নিয়ন্ত্রকের হার্ডওয়্যার ব্যয় হ্রাস করতে পারে, তথ্য সংগ্রহের দক্ষতা উন্নত করতে পারে, পর্যবেক্ষণ করতে পারে, ডায়াগনোসিস করতে হবে, রোগ নির্ণয় করতে হবে এবং সার্বো সিস্টেমকে আরও বুদ্ধিমান করে তুলতে পারে।
-
সরঞ্জামগুলি ফুমা চাকা ইনস্টল করে, উচ্চ ভারবহন ক্ষমতা রাখে, স্থির সমর্থনের জন্য ব্যবহার করা যায়, বেলন চলাচল অনুধাবন করতে পারে, মুক্ত চলাচলের সরঞ্জাম উপলব্ধি করতে পারে ,.
-
পণ্যের কার্যকারিতা দক্ষ এবং স্থিতিশীল।
৫। সরঞ্জাম সিস্টেমের রচনা ও নীতিমালা
5.1 সরঞ্জাম সিস্টেমের গঠন
এই পণ্যটি প্রোফাইল ফ্রেম স্ট্রাকচার, কন্ট্রোল সিস্টেম দ্বারা চালিত সার্ভো সিলিন্ডার, স্টেপ মোটর, বায়ুসংক্রান্ত পুশ রডকে নিয়ামকের দেওয়া সংকেত অনুযায়ী গ্রহণ করে।
। প্রধান কাঠামো
● রচনা: অ্যালুমিনিয়াম প্রোফাইল 304 স্টেইনলেস স্টিল প্লেট, শীট ধাতু শেল।
Le ভূমিকা: পুরো সরঞ্জাম ব্যবস্থার স্থায়িত্ব এবং সরঞ্জাম পরিচালনার সুরক্ষার জন্য দায়ী।
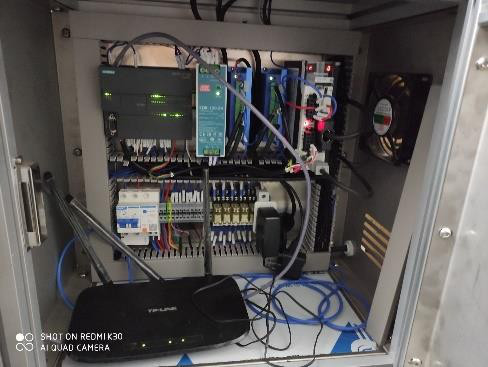
● কন্ট্রোল বাক্স
● রচনা: শীট ধাতব বাক্স, বৈদ্যুতিক অংশ, সারো নিয়ামক।
Le ভূমিকা: সার্কিট ওভারলোড, শর্ট সার্কিট এবং ফাঁস, সরঞ্জাম বিতরণ এবং নিয়ন্ত্রণ, কিন্তু বিদ্যুৎ বন্ধ সুরক্ষা প্রদান করে।
Otion গতি উপাদান
● রচনা: सर्वो সিলিন্ডার, স্টিপার মোটর, বায়ুসংক্রান্ত ধাক্কা রড।
● কার্য: সার্ভো সিলিন্ডার রিপোর্ট সিল করার জন্য দায়ী;পদক্ষেপ মোটর A4 কাগজ পরিবহনের জন্য বাহক বেল্ট ড্রাইভিং জন্য দায়ী;বায়ুসংক্রান্ত ধাক্কা রড নখ দিয়ে কাগজ ঠেলা, ঠেলাঠেলি এবং ঠেলাঠেলি জন্য দায়ী।
Constitu প্রধান উপাদান সংস্থা:
1. সংক্রমণ প্রক্রিয়া;
স্ট্যাম্প এজেন্সি:
3. কাগজ বিভাজন প্রক্রিয়া;
4. পেরেক প্রক্রিয়া;
5.1.1 সংক্রমণ প্রক্রিয়া
সংক্রমণ প্রক্রিয়াটি মূলত কনভেয়র বেল্ট এবং স্টেপিং মোটর দ্বারা গঠিত।কাগজটি পরবর্তী মেকানিজমে কাগজটি মসৃণতার সাথে সঞ্চারিত করা যেতে পারে, দ্বি-মাত্রিক কোড স্ক্যানারের সাহায্যে ইনস্টল করা কনভেয়র বেল্টটি কতগুলি প্রতিবেদন সনাক্ত করতে ব্যবহৃত হতে পারে।নিয়ন্ত্রণ সিস্টেমের পক্ষে রায় দেওয়া এবং বিভিন্ন নিয়ন্ত্রণের পদক্ষেপগুলি কার্যকর করা সুবিধাজনক।
5.1.2 স্ট্যাম্পিং প্রতিষ্ঠান
সিল প্রক্রিয়াটি মূলত সার্ভো বৈদ্যুতিক সিলিন্ডারের সমন্বয়ে গঠিত, যা পরিবাহী বেল্টে কাগজটি সিল করতে পারে।সিলটির স্বচ্ছতা নিয়ন্ত্রণ ব্যবস্থা দ্বারা নিয়ন্ত্রিত হয় এবং টাচ স্ক্রিনের ইনপুট পরামিতিগুলি দ্বারা নিয়ন্ত্রণ করা যায়।
5.1.3 কাগজ বিভাজন প্রক্রিয়া
অ-এমবেডেড প্রিন্টার সরঞ্জামগুলিতে কাগজ বিভাজন প্রক্রিয়াটি ব্যবহৃত হয়, যা স্ট্যাকড পেপারকে আলাদা করতে পারে এবং কাগজটি সুবিধামতভাবে সিল করতে পারে।
5.1.4 পেরেক মাউন্টিং প্রক্রিয়া
পেরেক মাউন্টিং পদ্ধতিতে একটি কাগজের হুক, একটি বায়ুসংক্রান্ত ধাক্কা রড এবং একটি স্বয়ংক্রিয় পেরেক মাউন্ট থাকে।প্রতিবেদন প্রক্রিয়াটির ক্রিয়া অনুসারে পেরেকের অঞ্চলে প্রবেশ করবে, বায়ুসংক্রান্ত ধাক্কা রড কাগজের ফ্ল্যাটটিকে ধাক্কা দেবে, কাগজের হুকটি পেরেকের লোড বোঝার জন্য পেরেক মাউন্টটি প্রবেশ করবে, পেরেকটি শেষ হয়েছে, এবং বায়ুসংক্রান্ত পুশ রডটি সংগ্রহের অঞ্চলে প্রতিবেদনটিকে ধাক্কা দেবে।
5.2 সিস্টেমের স্কিম্যাটিক ডায়াগ্রাম
চিত্র 5-1 সিস্টেমের স্কিম্যাটিক ডায়াগ্রাম
5.3 প্রধান উপাদান এবং সরঞ্জাম সিস্টেমের বৈশিষ্ট্য
উ: স্টিপার মোটর
সরঞ্জাম সিস্টেমের সংক্রমণ প্রক্রিয়াটি স্টেপিং মোটর দ্বারা চালিত হয়, যা কৌণিক স্থানচ্যুতি নিয়ন্ত্রণের জন্য ডালের সংখ্যা নিয়ন্ত্রণ করে চিহ্নিত করা হয়, যাতে সঠিক অবস্থানের উদ্দেশ্য অর্জন করতে পারে।একই সময়ে, অপারেশন প্রক্রিয়া তুলনামূলকভাবে স্থিতিশীল, কম শব্দ এবং কম ফ্রিকোয়েন্সি কম্পন।
ডিসি মোটরের সাথে তুলনা করে স্টেপার মোটরটির নিম্নলিখিত সুবিধা রয়েছে:
1. লকিং অবস্থান, মোটর আর বিদ্যুত গ্রহণ করে না;স্টিপার মোটরের অনন্য "স্ট্যাটিক টর্ক" ("হোল্ডিং টর্ক", "পজিশনিং টর্ক" ইত্যাদি নামে পরিচিত) এর একটি নির্দিষ্ট লকিং টর্ক থাকে যখন মোটরটি একটি নির্দিষ্ট অবস্থানে থামে DC ডিসি মোটর চালকের অবস্থানের মাধ্যমে লকও করা যেতে পারে, তবে লক মোটরটি এখনও বিদ্যুৎ ব্যবহার করে .2ছোট আয়তন এবং দীর্ঘ জীবন;স্টিপার মোটরের জীবন সাধারণত বহনকারী জীবনের উপর নির্ভর করে, যা কয়েক হাজার থেকে হাজার হাজার ঘন্টা পর্যন্ত পৌঁছতে পারে এবং স্টিপার মোটরের আউটপুট টর্কটি সমান আকারের ডিসি মোটরের চেয়ে বড় is
|
|
|
|
|
|
যেহেতু এটি উন্মুক্ত লুপ নিয়ন্ত্রণ এবং প্রতিক্রিয়ার ডিভাইসগুলি যেমন এনকোডার হিসাবে সংরক্ষণ করে, এটি কেবলমাত্র সিস্টেমের গঠনকেই সহজতর করে না, তবে কার্যকরভাবে ব্যয়ও হ্রাস করে।
বি সরো সিলিন্ডার
সরঞ্জাম সিস্টেমের সিল প্রক্রিয়া সার্ভো সিলিন্ডার গ্রহণ করে, যা সঠিক গতি নিয়ন্ত্রণ, নির্ভুল অবস্থান নিয়ন্ত্রণ এবং নির্ভুল চাপ নিয়ন্ত্রণ দ্বারা চিহ্নিত করা হয়।
সার্ভো সিলিন্ডার বৈশিষ্ট্য: বন্ধ লুপ সারো নিয়ন্ত্রণ, 0.01 মিমি অবধি নিয়ন্ত্রণের নির্ভুলতা;নির্ভুলতা নিয়ন্ত্রণ চাপ, চাপ সেন্সর বৃদ্ধি, 1 অবধি নির্ভুলতা নিয়ন্ত্রণ;উচ্চ নির্ভুলতা গতি নিয়ন্ত্রণ অর্জনের জন্য পিএলসি এবং অন্যান্য নিয়ন্ত্রণ সিস্টেমের সাথে সংযোগ স্থাপন করা সহজ;কম শব্দ, শক্তি সাশ্রয়, পরিষ্কার, উচ্চ অনমনীয়তা, প্রভাব প্রতিরোধের, দীর্ঘ জীবন, সহজ অপারেশন এবং রক্ষণাবেক্ষণ;দীর্ঘ সময় ধরে কাজ করতে পারে এবং উচ্চ শক্তি, উচ্চ গতি, উচ্চ নির্ভুল অবস্থান, মসৃণ চলাচল, কম শব্দ অর্জন করতে পারে।
সি বায়ুসংক্রান্ত ধাক্কা রড
বায়ুসংক্রান্ত ধাক্কা রড সরঞ্জাম সিস্টেমের পেরেক মাউন্টিং মেকানিজমের অটোমেশন উপলব্ধি করতে ব্যবহার করা হয়, যা সাধারণ উপাদান, ছোট ভলিউম, দ্রুত পদক্ষেপ এবং দ্রুত প্রতিক্রিয়া দ্বারা চিহ্নিত করা হয়।ফ্ল্যাট, পেরেকের রিপোর্ট দ্রুত অর্জন করতে পারে।
ডি .পিএলসি নিয়ামক
ডেটা অধিগ্রহণ এবং প্রক্রিয়াকরণ: এই পিএলসি ফটোয়েলেকট্রিক সেন্সর সংকেত অর্জনের জন্য দায়ী।কারণ রিপোর্ট করা কাগজগুলির সংখ্যা ফোটো ইলেকট্রিক সেন্সরগুলির গণনা মতামতের উপর ভিত্তি করে এবং নিয়ন্ত্রণ ব্যবস্থা তাদের কাছে নিয়ন্ত্রণ সংকেত প্রেরণ করে।সুতরাং, সিস্টেমটি উচ্চ গতি এবং উচ্চ রেজোলিউশন পিএলসি গ্রহণ করে, যার জন্য সংকেত অধিগ্রহণের নির্ভুলতা এবং অধিগ্রহণের গতি উভয়ই প্রয়োজন
ইনপুট এবং আউটপুট স্যুইচ করুন: সমস্ত সুইচের ইনপুট এবং আউটপুট কেন্দ্র হিসাবে সিস্টেমে পিএলসি, প্রচলিত লজিক সার্কিটের জটিল সার্কিট সংযোগ এড়ানো এবং প্রচলিত সার্কিট উপাদানগুলির ঘন ঘন প্রতিস্থাপন এড়ানো;সমস্ত লজিক সুরক্ষা ফাংশন পিএলসির অভ্যন্তরে সম্পন্ন হয়।সিস্টেম সার্কিট ডায়াগ্রামটি সহজ এবং স্পষ্ট।
E. অন্যান্য সহায়ক বৈদ্যুতিক উপাদান
সহায়ক বৈদ্যুতিক উপাদানগুলিতে প্রধানত সুইচিং পাওয়ার সাপ্লাই, রিলে, ফুটো সুরক্ষা সুইচ, তারের এবং যোগাযোগের কেবল অন্তর্ভুক্ত থাকে।
।। সুরক্ষা টিপস
.1.০০ সরঞ্জাম ব্যবহারের জন্য সুরক্ষা সতর্কতা
1. সরঞ্জামগুলি সুরক্ষা অপারেশন প্রক্রিয়াটির সাথে কঠোর অনুসারে সরঞ্জামগুলি ব্যবহার করুন।
2. ব্যবহারের আগে স্বাভাবিক নির্ধারণের পরে, অপারেশন করার আগে সরঞ্জামগুলির সুরক্ষা পরিদর্শন।
৩. যান্ত্রিক সরঞ্জামগুলির সুরক্ষা সুরক্ষা ডিভাইসগুলি নিয়ম অনুযায়ী সঠিকভাবে ব্যবহার করতে হবে।
-
ব্যক্তিগত সুরক্ষা সরঞ্জাম সঠিকভাবে পরা উচিত।লম্বা চুলের অবশ্যই একটি ওয়ার্ক ক্যাপ বা চুল বেঁধে রাখতে হবে, অবশ্যই তিনটি টাইট (নেকলাইন টাইট, কফ টাইট, দুল টাইট) কাজের পোশাক পরতে হবে, নেকলেস এবং অন্যান্য ঝুলন্ত জিনিস পরা যাবে না, ঘোরানো সরঞ্জাম গ্লাভসের স্পর্শ পরতে পারে না।
6. সমস্ত বৈদ্যুতিক সরঞ্জাম ধাতু কেস ভাল ভিত্তিতে করা উচিত।আর্থিং ডিভাইসগুলি সরানো বা সেগুলিতে কোনও কাজ ব্যবহারের অনুমতি নেই।
Electrical. বৈদ্যুতিন সরঞ্জামগুলিতে চিহ্নগুলি মূল কর্মী বা দায়িত্বপ্রাপ্ত দায়িত্বশীল অপারেটর ব্যতীত সরানোর অনুমতি নেই।
৮. বৈদ্যুতিক সরঞ্জামের কোনও সরাসরি অংশের সাথে যোগাযোগ বা যোগাযোগ করবেন না, বিশেষ অনুমোদনের কাজ করা উচিত, নির্ভরযোগ্য সুরক্ষা ব্যবস্থাগুলির একটি ভাল কাজ অবশ্যই করা উচিত এবং প্রাসঙ্গিক বিধিবিধানগুলি মেনে চলতে হবে।
9. ভেজা হাতে হালকা সুইচ এবং অন্যান্য বৈদ্যুতিক সরঞ্জাম স্পর্শ করার অনুমতি নেই।
10. পাওয়ার স্যুইচ হাউজিং এবং তারের, তারের অন্তরণ ভাল অবস্থায় বজায় রাখতে হবে, ত্রুটির ক্ষেত্রে কোনও ব্যবহার নেই ..
১১. যদি কেউ বৈদ্যুতিক দুর্ঘটনার শিকার হয় তবে বিদ্যুত সরবরাহটি প্রথমে কেটে ফেলা উচিত, যাতে বৈদ্যুতিক শক ব্যক্তি বিদ্যুৎ সরবরাহের বাইরে থাকে এবং প্রাথমিক চিকিৎসা চালানো হয়।
১২. বৈদ্যুতিক সরঞ্জামগুলিতে আগুন লাগলে, সরঞ্জামগুলির বিদ্যুৎ সরবরাহ অবিলম্বে কেটে ফেলা উচিত এবং তারপরে আগুন ধরিয়ে দেওয়া উচিত।শুকনো প্রকার বৈদ্যুতিন সরঞ্জামের জন্য ব্যবহৃত হবে যা চার্জ হতে পারে, জেনারেটর, মোটর ইত্যাদি
অগ্নি নির্বাপক সরঞ্জাম, সিও 2 অগ্নি নির্বাপক সরঞ্জাম ইত্যাদি;তেল সার্কিট ব্রেকারদের জন্য, ট্রান্সফর্মারগুলি (বিচ্ছিন্ন বিদ্যুৎ সরবরাহ) শুকনো অগ্নি নির্বাপক সরঞ্জাম এবং অন্যান্য অগ্নিনির্বাপক যন্ত্রগুলি ব্যবহার করতে পারে, যখন ফেনা আগুন নেভানোর যন্ত্রগুলি নির্বাচিত করা যায় না, যখন আগুন নিভানোর জন্য শুকনো বালি ব্যবহার করতে বাধ্য করা হয়;স্থল আগুনে নিরোধক তেল, আগুন নিভানোর জন্য শুকনো বালি ব্যবহার করুন ..
১৩. বিষাক্ত গ্যাস তৈরি করতে পারে এমন আগুনের সাথে লড়াই করার সময় (যেমন তারের ফায়ার), অগ্নি নির্বাপনকারীকে ইতিবাচক চাপযুক্ত বায়ু শ্বাসকষ্ট ব্যবহার করা উচিত।
১৪. যে কোনও বৈদ্যুতিক সরঞ্জাম বিদ্যুৎ নেই তা যাচাই করার আগে লাইভ সরঞ্জাম হিসাবে বিবেচিত হবে।
15. বিপদ প্রতিরোধে সরঞ্জামগুলির অপারেশন চলাকালীন চলমান অংশগুলিতে স্পর্শ করবেন না।
6.2 রক্ষণাবেক্ষণ সুরক্ষা নির্দেশাবলী
.2.২.২ যান্ত্রিক দিকগুলি
সরঞ্জামগুলি পরিচালনা করার সময়, নির্দেশাবলীর ম্যানুয়ালটি উল্লেখ করতে ভুলবেন না।
উপযুক্ত সামগ্রিক পরেন।অপারেটিং বা সরঞ্জাম মেরামত করার সময় বন্ধন, নেকলেস বা আলগা পোশাক পরবেন না।প্রয়োজনীয় প্রতিরক্ষামূলক ডিভাইস পরুন।উদাহরণস্বরূপ: গ্লোভস, কোনও ক্যাপ, গগলস ইত্যাদি নেই
স্ব-শৃঙ্খলা এবং পরিচালন ব্যবস্থার সাথে সম্মতি।
ডিভাইসটি পরিচালনা করার আগে, অপারেশনের পদক্ষেপগুলি বিবেচনা করুন।
ডিভাইসের পাশের কোনও ক্রিয়াকলাপ প্রদর্শনের আগে সর্বদা সমস্ত সক্রিয় অংশ বন্ধ করুন।
6.2.2 বৈদ্যুতিক দিক
সরঞ্জামগুলির বিদ্যুৎ সরবরাহ এবং তারের শেষের সবসময় বৈদ্যুতিক বিপত্তি থাকে।কোনও বৈদ্যুতিক শক এবং মৃত্যু এড়ানোর জন্য, সরঞ্জামগুলি বজায় রাখার সময় প্রধান বিদ্যুত সরবরাহটি কেটে ফেলা উচিত।এবং কেবল সরঞ্জাম বজায় রাখতে এবং রক্ষণাবেক্ষণের জন্য কেবল দক্ষ বা প্রশিক্ষিত রক্ষণাবেক্ষণ কর্মীরা।বৈদ্যুতিক লাইন মেরামত করার আগে প্রধান বিদ্যুৎ সরবরাহ বন্ধ করতে ভুলবেন না।
বৈদ্যুতিক বাক্সে কোনও মেরামতের আগে দয়া করে প্রধান বিদ্যুৎ সরবরাহ বন্ধ করুন।কেবল প্রশিক্ষিত কর্মীদেরই লাইভ রক্ষণাবেক্ষণ বা সমন্বয় অনুমোদিত।
সরঞ্জাম / সিস্টেম সঠিকভাবে ভিত্তি করে আছে কিনা তা পরীক্ষা করে দেখুন।সাধারণ রক্ষণাবেক্ষণ কেবল স্থিতিশীল এবং নির্ভরযোগ্য অপারেশন নিশ্চিত করবে না, তবে সরঞ্জামগুলির পরিষেবা জীবনও দীর্ঘায়িত করবে।
সরঞ্জাম / সিস্টেমের কোনও পরিচালনা বা মেরামত করার সময় মানক সুরক্ষা পদ্ধতি কঠোরভাবে প্রয়োগ করা উচিত।এটি কোনও অপ্রয়োজনীয় দুর্ঘটনা এড়াতে পারে।
সমস্ত সুরক্ষা ডিভাইসের অবস্থান বোঝুন এবং মনে রাখবেন।
এই পণ্য সম্পর্কে আরও বিশদ জানতে চান